为试验数据的可靠性, 对每个工况的试验数据都要进行热平衡校验, 如果 | η | < 5% , 认为试验数据可靠,如果 | η | ≥ 5% 则认为试验数据不可靠, 需重新进行测试 。水蒸气的放热量 Q1 和空气的吸热量 Q2 可分别表示为:
Q1 = G1 · r (1 )
Q2 = G2cp2( T2″ - T2' ) (2)
式中 : G1 、 G2—水蒸气、 空气的质量流量, kg /s; cp2—空气 的 比 热, kJ /( kg · ℃ ) ; T 2″ —空 气 的 出 口 温度, ℃ ; T2' —空气的进口温度, ℃ 。
热平衡 η 计算式:
η =| Q1 - Q2 |Q2 × 100% (3 )
1 . 3 . 2 传热系数
传热系数 K 的计算式为:K = Q /A Δtm (4)
式中 : Q—换热量, 取 Q = Q2, W; A—传热面积( 取含翅片的管外总表面积 A0' ) , m2; Δtm—平均温差, ℃ 。
1 . 3 . 3 管内平均换热系数
以总外表面积 A0' ( 带翅片) 为传热面积, 总热阻
与基管内外传热各分热阻的关系为:1K=1hoηo+ Rw + R f + 1hi+A 'oAi
(5)式中 : h i—管内换热系数, W /( m2 · K) ; h o—管外换热系数, W /( m2 · K) ; A i—管内表面积, m2; A 'o—管外总表面积 ( 带翅片 ) , m2; R w—管壁热阻,( m2 ·K) /W; R f—污垢热阻,( m2 · K) /W; ηo—肋面总效率, ηo 是与 h o 相关联的一个量[3] 。由于管内水蒸气冷凝热阻远小于管外热阻, 可将管内冷凝换热系数通过经典的计算关联式计算,通过式
(5) 采用直接分离法将管外空气侧对流换热系数从总的传热系数中分离, 获取管外空气侧换热系数 h o[4] 。 式(5 ) 中 , 壁面热阻 R w 可以计算, 试验管件是全新的测试管, 污垢热阻 R f 近似为 0, 所以只需通过经典计算关联式计算出管内换热系数 h i,即可求得管外换热系数 h o。
1 . 3 . 4 管壁面温度
可以通过迭代法计算管壁面温度 tw:(1 ) 先假设一个内壁温度 twi, 根据式( 7 ) 求得管内冷凝换热系数 h i;
(2) 再根据式(6) 重新计算内壁温度 twi:hiA i( ts - twi) = Q (6)
式中 : ts—管内冷凝温度, ℃ ;
1 . 3 . 5 管内冷凝换热系数
水平管内冷凝换热系数近似公式:
h = 0. 468A1 ×kfρf(ρf - ρv) λ (1 + 0. 68ζ) g[ ]μfri Δt (7)
其中 , 冷凝液热容量参数 ζ:
ζ =cf· Δtλ
(8)式中 : h—平均管内换热系数, W /( m2 · K) ; A1 —决定于冷凝液热容量参数 ζ 的修正系数, A1 的计算可参照文献[5] 的相关公式及图表; ri—管内半径, m;kf—界膜的导热系数, W /( m · K) ; ρv—蒸 汽 的 密度, kg /m3 ; λ—蒸 发 潜 热, J /kg; g—重 力 加 速 度,m /s2; μf—界 膜 的 粘 度, Pa /s; cf—液 膜 比 热,W /( kg· K) ; Δt—蒸汽本身的饱和温度 Tb 和管壁温度 tw 的差, ℃ ; k f、 μf、 ρf—界膜温度 tf 下的物性值。其中 ,
tf =12( Tb + tw) (9)
式中 : Tb—蒸 汽 本 身 的 温 度, ℃ ; tw —管 内 壁 的温度, ℃ 。
1 . 3 . 6 管外空气换热关联式
空气横掠圆管的平均表面传热系数可以用准则关系式来表示[6] :
Nu = C Ren Pr13(10)
其中 ,Nu =holλ
(11 )Re = Vlv
(12)式中 : l —试件的特征尺寸, 取基管外径, m; λ —管外空气的导热系数, W /( m· K) ; V—空气的迎面流速, m /s; ν —运动粘度, m2 /s。
1 . 4 试验误差分析
系统的传热系数测试误差设计值为 ± 5% 。 根据误差传递理论, 计算传热系数、 管外空气侧的对流换热的误差。试验中选用了一些精度较高的测试元件 。 温度测量用 PT100 一级热电阻, 精度为 ± 0. 15 ℃ ; 压力测量用 YB - 250B 压力传感器, 精度为满量程的0. 25% ; 流量通过用倾斜式微压计测皮托管压差得到, 小读数分辨率为 3 Pa 。 对每个工况的试验数据进行热平衡的校验, 均满足热平衡要求 ( | η | <5% ) 。 由误差传递理论的基本式推导出 : 传热系数的相对误差等于计算式中各参变量误差的平方和的平方根 。 温度测量元件的测量误差是 0. 5% , 根据式 ( 4 ) 推 算 出 对 数 平 均 温 差 Δt 的 相 对 误 差 为0. 99% ; 根据上述计算结果得到传热系数 K 的相对误差为 2. 7% 。 偶然误差则由热平衡误差来控制,用来总的传热系数测试误差在 ± 5% 以内 。
2 实验结果分析与讨论
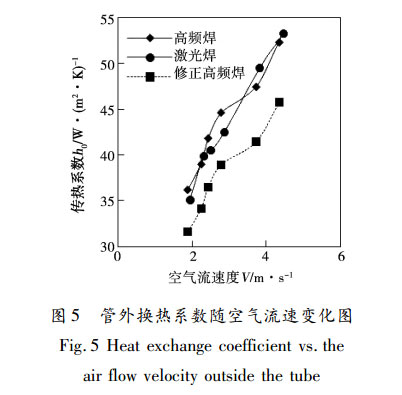
以管外总表面积 A 'o 作为传热面积, 试验的传热系数 K 随管外空气速度 V 的变化曲线如图 4 所示,以试验的传热数分离出的管外换热系数 ho 随管外空气速度 V 的变化曲线如图 5 所示 。
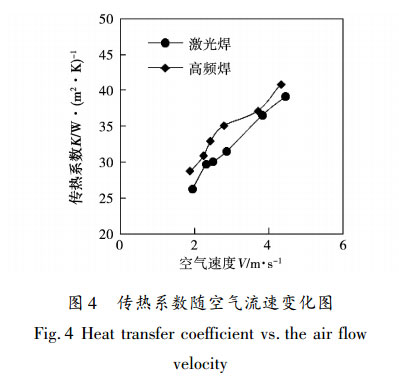
从图 4 可以看出 , 高频焊接翅片管传热系数 K略高于激光焊接翅片管 。
从图 5 可以看出 , 激光焊接翅片管的管外换热系数 ho 与高频焊接翅片管的管外换热系数 ho 相差很小, 高频焊略高 。以上数据表明高频焊的传热效果稍好, 但是由于两个试件的翅片高度 、 翅片厚度有所不同, 为了更客观地比较高频焊接翅片管与激光焊接翅片管传热性能, 应将两者翅片尺寸统一后进行比较 。 本文将高频焊接翅片管的翅片尺寸折算到激光焊接翅片管的翅片尺寸, 得到折算后的管外换热系数 ho 。
根据文献[7] 提出的式(13 ) 可知, 管外换热系数与翅片的高度 、 厚度和间距有关 。h = 0. 287 λdoRe0. 7Pr1 /3 ( )BP 0. 25 ( )HP -0. 37 (13 )
式中 : P —翅片之间的间距, m; B —翅片的厚度, m;H—翅片的高度, m; do —管外径, m; λ—导热率, W /( m· K) 。将式(13 ) 中的后两项分别代入高频焊和激光焊的翅片尺寸进行计 算比较, 高频焊是激光焊的1 . 14倍, 高频焊占优, 这主要在于高频焊翅片厚很多, 使得翅片肋效率更高。 显然, 将高频焊的翅片尺寸折算到激光焊的翅片尺寸, 高频焊的管外换热系数将下降。
将高频焊的管外换热系数除以 1 . 14 进行折算后, 高频焊接翅片管的管外换热系数 ho 随管外空气速度 V 的变化曲线如图 5 中虚线所示。 这表明激光焊接翅片管的管外换热系数高于高频焊接翅片管。当空气迎面流速为 3 m /s 时, 激光焊接翅片管的管外空气换热系数比折算后的高频焊接翅片管的管外换热系数约高 9% 。为便于两种翅片管的设计计算, 将图 5 中的实验点进行拟合, 获得管外空气侧换热准则关系式:
高频焊接翅片管:
Nu = 0. 294Re0. 42Pr 13 (14)
激光焊接翅片管:
Nu = 0. 232Re0. 48 Pr 13 (15)
事实上, 对于十几毫米的翅片高度, 高频焊的翅片过厚, 其消耗的翅片材料几乎是激光焊的 2 倍, 与多消耗的材料相比, 翅片肋效率的有限增加是不合算的, 但要减少翅厚将受制于高频焊工艺 。 激光焊接翅片管翅片厚度合适, 相比高频焊可减少翅片材料 。 实际应用上, 较薄翅片的激光焊管要取代较厚翅片的高频焊管不必要增加翅片厚度, 只要稍微减小一点翅片间距以增加一些传热面积, 即可达到或超过高频焊管的换热性能 。